1. Технические весы применяются для измерения массы тел с точностью до 0,1г. Основной частью технических весов является рычаг (коромысло), на концах которого на призмах подвешены чашки. Середина рычага с помощью стальной призмы опирается на пластинку, укреплённую наверху колонки и связанную с арретиром. С помощью арретира поднимают коромысло весов или опускают его на опоры, предохраняющие призмы весов от изнашивания. В нерабочем состоянии и в процессе нагрузки или снятия грузов с чашек коромысло весов должно быть опущено. Для грубой проверки равновесия весов при взвешивании коромысло слегка приподнимается. Освободить от арретира полностью можно только уравновешенные весы. Перед взвешиванием необходимо с помощью установочных винтов и отвеса обеспечить вертикальную установку колонки, а при помощи регулировочных гаек добиться равновесия ненагруженных весов.
2. Штангенциркуль служит для измерения линейных размеров тел с точностью до 0,1-0,05мм. Штангенциркуль состоит из стальной линейки с миллиметровой шкалой, вдоль которой может перемещаться небольшая дополнительная линейка с делениями, называемая нониусом.
Число целых миллиметров отсчитывается по основной шкале, доли - по
шкале нониусов. Рассмотрим процесс измерения с помощью нониуса, который
устроен так, чтобы суммарная длина делений была равна ![]() делениям
основной шкалы. Например, на рис.1.1 десять делений нониуса соответствуют
девяти делениям основной шкалы.
делениям
основной шкалы. Например, на рис.1.1 десять делений нониуса соответствуют
девяти делениям основной шкалы.
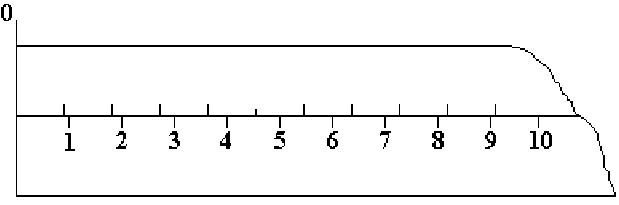
Рис. 1.1
| где | -- | цена деления нониуса, | |
| -- | цена деления основной шкалы, | ||
| -- | число делений шкалы нониуса; |
Точность нониуса обычно на нём указывается. Измеряемое тело помещается между
нулевыми делениями основной шкалы и шкалы нониуса. В общем случае конец
измеряемого тела окажется где-то между ![]() и
и ![]() делением основной
шкалы, а m деление нониуса совпадает с каким-либо делением основной шкалы.
делением основной
шкалы, а m деление нониуса совпадает с каким-либо делением основной шкалы.
Тогда длина тела определяется по формуле:
Таким образом, длина измеряемого отрезка равна числу содержащихся в нём целых делений основной шкалы плюс точность нониуса, умноженная на номер деления нониуса, совпадающего с некоторым делением шкалы. Если полного совпадения одного из делений нониуса с делением шкалы нет, то берут номер деления нониуса, которое ближе всего подходит к какому-либо делению шкалы. При этом допускается погрешность, равная половине цены деления нониуса.
3. Микрометр применяется для измерения небольших линейных размеров тел с точностью до 0,01мм и состоит из массивной стальной скобки, на одном конце которой находится неподвижный упор, на другой - микрометрический винт, вращающийся в неподвижной втулке с внутренней резьбой. Вместе с винтом перемещается насаженный на винт барабан с делениями.
При достижении достаточного нажима винта на упор или на измеряемое тело начинается проскальзывание трещётки относительно винта, сопровождающиеся треском. Дальше вращать винт НЕЛЬЗЯ! Шаг винта у большинства микрометров равен 0,5мм. На шкале барабана нанесено 50 делений. При полном обороте винта перемещается поступательно на 0,5мм. Следовательно, при обороте винта на одно деление барабана смещение винта относительно упора равно 0,01мм. Шкала полных оборотов нанесена на втулке по обе стороны от продольного штриха. С одной стороны целые миллиметры, а с другой полумиллиметры. Сотые доли миллиметра отсчитываются по шкале барабана. Измеряемый предмет зажимается между измерительными поверхностями неподвижного упора и винта. Затем производится отсчёт: к числу миллиметров и полумиллиметров, выступающих из-под среза барабана, прибавляются сотые доли миллиметра, отсчитанные по круговой шкале.
Перед началом измерения необходимо привести к соприкосновению винт и упор и проверить получается ли в этом случае по обеим шкалам нулевой отсчёт. В случае небольших неточностей, начальный отсчёт следует учесть при записи окончательного результата. При грубых отклонениях микрометр должен быть отрегулирован.